1�����、 Overview:
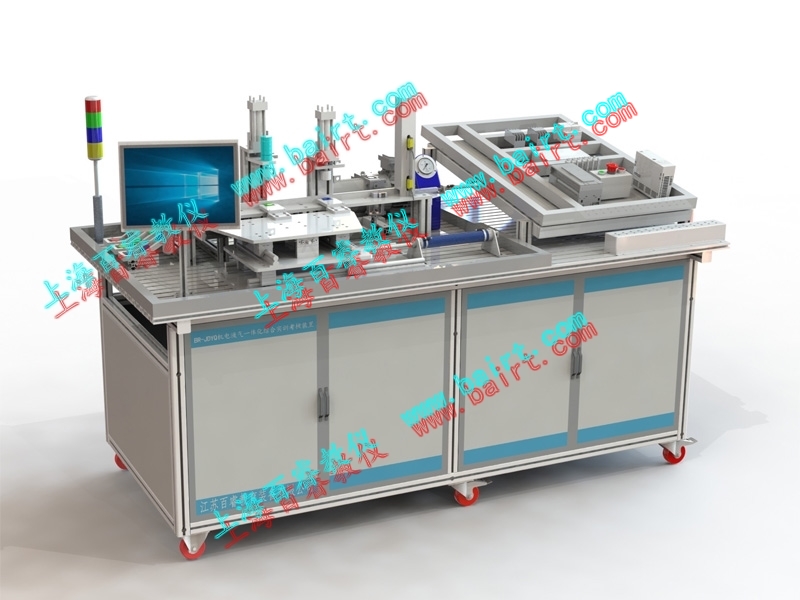
The comprehensive training and assessment device for mechatronics, hydraulics, and pneumatics is designed with an aluminum alloy profile structure. It is equipped with a feeding unit, intermittent conveying and clamping unit, stamping unit, drilling unit, and sorting unit, as well as a PLC host, frequency converter, touch screen, sensor, single-phase asynchronous AC motor, AC deceleration motor, DC motor, hydraulic press system, drilling rig and its hydraulic feed system, pneumatic transmission system, etc, Construct a typical electromechanical gas-liquid integrated application system. Skills training can be conducted on the installation of typical mechatronic and pneumatic integrated systems, installation of hydraulic and pneumatic pipelines, wiring of electrical control circuits, programming and debugging of touch screens and PLCs, overall debugging and operation, etc., so that students can master the relevant knowledge and skills of mechatronic and pneumatic systems.
2、 Parameters and performance
1. Working power supply: three-phase~380V ± 10%
2. Boundary dimension: 2000mm × 960mm × 1300mm
3. Micro hydraulic power source: rated power 750W; Rated displacement 1.6mL/r; Rated pressure 6.3MPa
4. Silent air compressor: working power AC220V ± 10% 50Hz, input power 550W, nominal volume 30L, rated output pressure 0.7MPa
3�����、 Description and composition of various components of the electromechanical, hydraulic, and pneumatic integrated training and assessment device
The comprehensive training and assessment device for electric, hydraulic and pneumatic integration mainly consists of a training workbench, a feeding unit, an intermittent conveying and clamping unit, a stamping unit, a drilling unit, a sorting unit, and other parts.
1. Training Workbench
The industrial aluminum alloy profile operation panel with T-shaped grooves is used, making it easy to disassemble various automation mechanisms and electrical, hydraulic, and pneumatic components. There is a large hanging cabinet underneath, which is convenient for storing various materials and tools.
2. Loading unit
It consists of parts such as workpieces, well type silos, photoelectric sensors, anti workpiece meshing isolation mechanisms, feeding cylinders, silent air compressors, push plates, material channels, positioning mechanisms, solenoid valves, magnetic switches, straps, programmable controllers, etc. Mainly responsible for loading and positioning workpieces.
3. Intermittent conveying and clamping unit
It consists of a sliding table cylinder, a silent air compressor, a single piston rod double acting cylinder, a magnetic switch, a strap, an electromagnetic valve, a switch power supply, a programmable controller, an optical axis sliding table, a guide rail, bearings, a sliding table flat plate, a three-station workpiece clamp, a material channel, and other parts. Mainly responsible for intermittent conveying and positioning clamping of workpieces.
4. Stamping unit
It consists of a micro hydraulic pump station, a direct acting relief valve, an electromagnetic directional valve, a hydraulic cylinder, a hydraulic valve plate, a switch power supply, a programmable controller, a proximity switch, a pressure transmitter, a seismic pressure gauge, a pressure measuring hose, a hydraulic press bracket, and other parts. Mainly complete the simulation work of stamping processing for workpieces.
5. Drilling unit
Composed of micro desktop drilling machine, DC motor, micro hydraulic pump station, direct acting relief valve, electromagnetic directional valve, hydraulic cylinder, hydraulic valve plate, switch power supply, programmable controller, pressure transmitter, shockproof pressure gauge, hydraulic hose, etc. Mainly complete the simulation work of drilling and machining of workpieces.
6. Sorting unit
Composed of AC deceleration motor, frequency converter, encoder, conveyor belt, programmable controller, switch power supply, pen type cylinder, magnetic switch, strap, silent air compressor, solenoid valve, cutting mechanism, photoelectric sensor, etc. Mainly responsible for sorting workpieces.
4��、 The workflow of the comprehensive training and assessment device for electromechanical, hydraulic and pneumatic integration
The training workbench of the mechatronics, hydraulics, and pneumatics integrated comprehensive training and assessment device is composed of aluminum alloy profiles. The workbench is installed with loading, conveying, stamping processing, clamping, drilling processing, sorting, feeding groove, etc., and is equipped with hydraulic system, pneumatic system, frequency converter and relay control, PLC, etc
1. Loading unit: Manually place the workpiece into the material barrel (at least four materials need to be placed), and extend the feeding cylinder (positioning). The pushing cylinder pushes out the bottom layer material, and the position of the material is detected by sensors at each limit position. The actions of each cylinder are interconnected to complete the feeding work.
2. Transfer and clamping unit: After the feeding unit completes the feeding, the clamping cylinder moves, and then the moving cylinder moves. After reaching the limit position, the first processing is carried out, and the stamping hydraulic cylinder moves to complete the stamping process. Afterwards, the clamping cylinder and moving cylinder retreat to the initial position. At this time, the feeding unit sends out another material, and the subsequent processing repeats the above process; The workpiece that was previously in the stamping position is moved to the drilling station by the clamping cylinder to start working, and the new workpiece is moved to the stamping station. Then, the stamping hydraulic cylinder and the drilling hydraulic cylinder complete the processing separately, and repeat the work. After three actions, the workpiece is sent to the conveyor belt for sorting, and the separated materials are put into the slots separately.
3. Stamping and drilling unit: The stamping of workpieces generally has a large load, so this training device uses hydraulic transmission to achieve the stamping cylinder driving the stamping head to complete the stamping work. The drilling is completed by a DC motor driving a micro bench drill, and the automatic feeding of the drilling is completed by hydraulic transmission
4. Sorting unit: The processed finished products enter the conveyor belt, which is powered by a variable frequency variable speed AC motor. The conveyor belt adopts an industrial flat belt, and the encoder detects the current conveying speed. The sensor distinguishes different materials, and the sorting cylinder sends the corresponding materials into the corresponding trough.
5. All cylinders are controlled by pneumatic solenoid valves
5�����、 Practical training tasks
According to the project teaching, the main tasks completed are as follows:
Task 1: Equipment installation and adjustment
(1) Installation and adjustment of automated mechanisms for loading, conveying, clamping, sorting, etc;
(2) Positioning, installation, and adjustment of electrical components such as PLC, frequency converter, leakage circuit breaker, and switching power supply;
(3) Installation and adjustment of pneumatic components;
(4) Installation and adjustment of hydraulic components.
Task 2: Drawing recognition and pipeline installation of hydraulic transmission system
Identification of drawings and installation of hydraulic pipelines for hydraulic transmission systems such as hydraulic presses, drilling rig feed systems, and hydraulic pump stations.
Task 3: Pneumatic system diagram recognition and pipeline installation
Identification and installation of pneumatic systems for pressure regulation, directional control, speed regulation, and sequential action control.
Task 4: Electrical control circuit schematic design and wiring
Including: Design the electrical schematic of the automatic control system according to the workflow and control requirements, arrange and connect the control system circuit according to the schematic.
Task 5: Program Writing and Debugging
Writing and debugging of PLC programs and touch screen interfaces for various electrical control circuits.
Task 6: Whole machine debugging and operation of electromechanical gas-liquid integrated equipment
Including: setting of frequency converter control parameters, debugging and operation of mechanical mechanism, hydraulic transmission and pneumatic system, touch screen and PLC electrical control system.
The specific training projects are as follows:
Practical training on installation and debugging of feeding units;
Practical training on installation and debugging of machining units;
Practical training on installation and debugging of drilling units;
Practical training on installation and debugging of sorting units;
Practical training on the installation and debugging of sliding units;
Practical training on the installation and debugging of automatic production line control;
Installation of pneumatic directional control circuit;
Installation of pneumatic speed control circuit;
Installation of pneumatic sequential control circuit;
Installation and commissioning of pneumatic systems;
Design and installation of pneumatic integrated systems;
Installation of hydraulic directional control circuit;
Installation of hydraulic speed control circuit;
Installation of hydraulic sequence control circuit;
Hydraulic system installation and debugging;
Design and installation of hydraulic integrated system;
Connection and control program writing of the forward and reverse control circuits for three-phase motors;
Connection and control program writing of three-phase motor control circuit;
Connection and control program writing of motor speed control circuit;
Connection and control program writing for frequency converter control;
Circuit connection and control program writing for analog controlled hydraulic motors;
PLC control network control technology;
Programming of pneumatic and hydraulic directional control programs;
Programming of pneumatic and hydraulic sequential action control programs;
Programming of belt conveyor control program;
Compilation of control program for mechatronics equipment;
Automatic production line control program writing.
Adjusting the coaxiality of the transmission device;
Mechanical installation and adjustment of the feeding unit;
Mechanical installation and adjustment of processing units;
Mechanical installation and adjustment of drilling units;
Mechanical installation and adjustment of sorting units;
Mechanical installation and debugging of sliding units;
Installation and debugging of automatic production line equipment.
The assembly and adjustment ability of mechanical components;
Installation and commissioning capabilities of electromechanical equipment;
Circuit installation capability;
Installation and commissioning capabilities of pneumatic systems;
Design, installation, and debugging capabilities of hydraulic systems;
The ability of frequency converters to be used in automatic production lines;
The ability of PLC analog control to be used in automatic production lines;
Ability to write control programs for mechatronics equipment;
Installation and debugging capabilities of automatic control systems;
Programming and debugging capabilities for human-machine interface and configuration technology
 中文版
中文版 ENGLISH
ENGLISH







 Return to homepage
Return to homepage Immediately call for consultation
Immediately call for consultation About Us
About Us Immediately consult online
Immediately consult online